


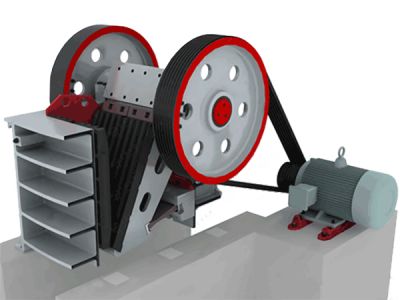




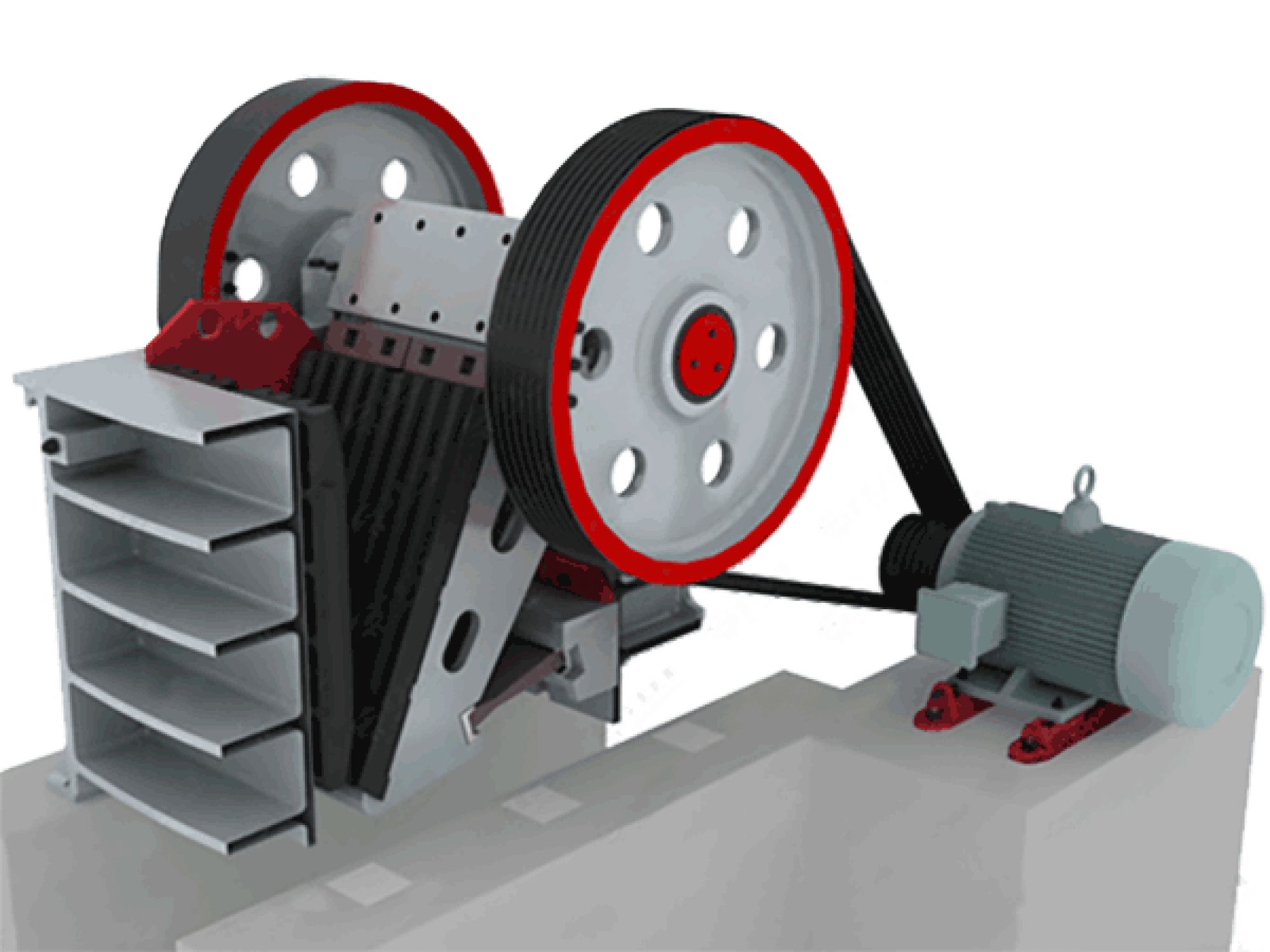
Máy nghiền hàm là một thiết bị cơ khí khai thác thường được sử dụng trong các lĩnh vực nghiền đá, làm cát... và các lĩnh vực khác. Máy nghiền hàm có tỷ lệ nghiền lớn và khả năng nghiền mạnh nên thường được sử dụng làm thiết bị nghiền sơ cấp.
Máy nghiền hàm thường bị mài mòn ở nhiều mức độ khác nhau trong quá trình làm việc nên không thể tránh khỏi những sai sót. Sau đây chúng tôi tổng hợp một số lỗi thường gặp và cách khắc phục của máy nghiền hàm.
1. HƯ Ổ TRỤC
Lý do :
Bôi trơn không đầy đủ và bảo dưỡng vòng bi không kịp thời dẫn đến khả năng bôi trơn kém.
Tác động của hàm di chuyển do chiều cao ăn quá cao cũng là yếu tố chính gây hư hỏng ổ trục.
Giải pháp :
Tiến hành bôi trơn và bảo dưỡng kịp thời theo hướng dẫn bảo dưỡng, sử dụng mỡ bôi trơn được chỉ định, và đổ mỡ kịp thời theo quy trình.
Đặt chiều cao ăn hợp lý theo hình thức ăn để tránh tác động lực cung cấp vật liệu lên hàm chuyển động.
2. NHIỆT ĐỘ VÒNG BI QUÁ CAO
Lý do :
Phương pháp cố định tấm khuỷu không hợp lý, Mỡ bôi trơn không đạt yêu cầu, các bộ phận bôi trơn bị thiếu dầu dẫn đến ma sát trong quá trình vận hành thiết bị và thiết bị bị quá nhiệt.
Kích thước hạt cấp liệu không đạt yêu cầu. Ví dụ: độ lớn, độ mịn của vật liệu có tác động nhất định đến độ mòn của ổ trục.
Giải pháp :
Kiểm tra tình trạng mòn của giá đỡ và bệ đỡ, đồng thời kiểm tra tốc độ chạy của máy nghiền.
Bôi trơn hợp lý và hiệu quả, xây dựng chu trình kiểm tra hợp lý, kiểm tra trạng thái bôi trơn và trạng thái của máy nghiền.
Theo hoạt động của máy nghiền, xác định tốc độ cấp liệu và kích thước hạt cấp liệu hợp lý.
3. GÃY TẤM LÓT
Lý do : Kích thước của cổng xả quá nhỏ dẫn đến kẹt, Có đồ sắt xâm nhập vào thiết bị.
Giải pháp : Điều chỉnh cổng xả để tránh kẹt vật liệu, Đặt thiết bị chặn để ngăn khối sắt xâm nhập vào máy nghiền.

4. GHẾ KHUỶU TAY
Lý do : Sự pha trộn của các chất ngoại lai dẫn đến việc mòn khuỷu tay của ghế.
Giải pháp : Làm sạch các vật lạ ở những điểm cố định và thường xuyên, và đổ đầy dầu mỡ kịp thời để bôi trơn bệ khuỷu tay để ngăn chặn các vật thể lạ lẫn vào.
5. ĐĨA KHUỶU TAY RƠI RA
Lý do :
Kích thước của vật liệu nạp quá lớn, dẫn đến va đập và rơi ra;
Độ căng của lò xo không đủ;
Vị trí ăn vật liệu không hợp lý khiến vật liệu tác động trực tiếp lên bọc răng hàm trên dẫn đến tụt tấm lót.
Giải pháp :
Nguồn cung cấp vật liệu phải đồng đều, kích thước hợp lý và phù hợp, vị trí cấp liệu phải tác động vào thành sau của phễu và không được tác động trực tiếp đến nắp hàm trên.
Điều chỉnh độ căng của lò xo hợp lý.
6. UỐN VÀ GÃY ĐĨA KHUỶU TAY
Lý do :
Độ căng của lò xo căng không đủ.
Cỡ hạt của nguyên liệu cấp không đáp ứng yêu cầu.
Các chất lạ bị kẹt ở đáy buồng nghiền.
Việc lắp đặt tấm khuỷu không chuẩn và không hợp lý.
Bài giải :
Điều chỉnh lực căng của lò xo.
Kiểm soát kích thước cho ăn.
Đặt thiết bị phát hiện tạp chất lạ trong buồng nghiền để lấy sắt vụn hoặc các chất lạ khác ra ngoài kịp thời.
Việc lắp đặt tấm khuỷu phải đáp ứng các yêu cầu về bề mặt phẳng và nhẵn, đồng thời việc bảo dưỡng ghế tấm khuỷu phải đúng lúc và kịp thời.
7. GIÁ ĐỠ BỊ HỎNG
Lý do :
Giá quá tải.
Lực của khung không đồng đều.
Nền tảng lắp đặt của giá không vững chắc.
Giải pháp :
Lượng thức ăn của cửa xả của máy nghiền cần phải hoàn toàn đồng đều và không quá tải.
Thường xuyên tiến hành kiểm tra độ bằng của giá đỡ, cần đảm bảo lực của khung là đồng đều.
8. ĐIỀU CHỈNH HƯ HỎNG TRỤC VÍT
Nguyên nhân: Nguyên nhân chính dẫn đến hư hỏng của vít điều chỉnh là do vít điều chỉnh quá độ và máy nghiền nhận thấy sự khóa lẫn nhau của chế độ điều chỉnh vô cấp bằng cách điều chỉnh hai vít hai bên cùng một lúc.
Giải pháp : Công tác điều chỉnh trục vít cần đảm bảo yêu cầu thiết kế, không được điều chỉnh đơn lẻ, nếu không sẽ phụ dẫn đến lực không đều và làm hỏng thiết bị.
9. GÃY THANH CĂNG KHI CHỊU TẢI
Nguyên nhân : Thiết bị cố định lò xo thanh căng bị siết quá chặt.
Giải pháp : Đặt thiết bị cố định lò xo thanh căng nén hợp lý theo yêu cầu.
10. BU LÔNG PHỄU NẠP LIỆU BỊ HƯ HỎNG
Lý do : Cho ăn quá nhiều
Giải pháp : Điều chỉnh nguồn cung cấp nguyên vật liệu hợp lý. Kích thước hạt và tốc độ của vật liệu được đưa vào phải đáp ứng các chỉ tiêu yêu cầu của thiết bị. Để đảm bảo năng suất nghiền và hiệu quả nghiền, lượng nguyên liệu cho vào nói chung là khoảng 2/3 thể tích của buồng nghiền.
11. RUNG QUÁ MỨC
Lý do : Vận hành không đúng tốc độ;
Bánh đà lệch khỏi trục chính dẫn đến ứng suất và rung động không đồng đều.
Giải pháp : Điều chỉnh tốc độ hoạt động của máy nghiền theo yêu cầu;
Kiểm tra trạng thái buộc chặt của bánh đà để tránh rung lắc quá mức do bánh đà bị lỏng.
12. TỐC ĐỘ CHẠY CỦA MÁY NGHIỀN KHÔNG ỔN ĐỊNH
Nguyên nhân: Dây đai chữ V bị lỏng hoặc đứt dẫn đến các thông số vận hành của thiết bị bị thay đổi;
Các tấm khuỷu không được cố định tại chỗ, và các tấm hàm va chạm với nhau sau khi nới lỏng.
Giải pháp : Thay dây đai chữ V kịp thời;
Kiểm tra độ mòn của giá đỡ, bệ đỡ giá đỡ và trạng thái bắt chặt của bu lông hàm.
13. CHUYỂN ĐỘNG MẢNG HÀM
Lý do :
Lệch mảng hàm;
Không đủ giải phóng mặt bằng;
Nêm điều chỉnh bị mòn.
Giải pháp :
Siết chặt các bu lông hàm;
Khoảng cách hợp lý giữa bản hàm trên và dưới là 5mm-8mm
Thêm ma sát giữa các nêm nhỏ trong khoang để giảm ma sát lẫn nhau giữa các nêm nhỏ.
14. KÍCH THƯỚC HẠT CỦA THÀNH PHẨM TRỞ NÊN LỚN HƠN
Lý do : Sự cố này thường xảy ra khi máy nghiền hàm sử dụng trong thời gian dài. Nguyên nhân chính dẫn đến kích thước hạt thành phẩm bị thô là do tấm hàm bị mài mòn nghiêm trọng, đặc biệt là phần gần với phần phôi.
Giải pháp : Điều chỉnh kích thước xả quặng, giảm kích thước xả quặng hoặc đổi đĩa răng nghiền 180 độ.
15. KẸP, THANH CĂNG THẲNG THƯ GIÃN MÙA XUÂN
Nguyên nhân: Hạt cấp liệu quá lớn hoặc đĩa hàm bị lỏng, thanh kéo hoặc lò xo thanh kéo bị hỏng.
Giải pháp : Kiểm soát chặt chẽ việc cho ăn và thay thế kịp thời các bộ phận bị hao mòn nghiêm trọng.

(Cung cấp vật tư tấm hàm thay thế)
16. VÒNG BI CÁN NÓNG
Nguyên nhân: Nguyên nhân khiến ổ lăn bị nóng phần lớn là do dầu bôi trơn có vấn đề. Quá ít dầu bôi trơn cũng có thể là lý do cho thời gian hoạt động quá lâu.
Giải pháp : Tăng lượng dầu bôi trơn tương ứng, thay dầu bôi trơn kém chất lượng, kiểm soát chặt chẽ thời gian chạy máy.
17. ĐỘNG CƠ CHÍNH KHÔNG CHẠY
Nguyên nhân: Khi động cơ chính không hoạt động sau khi truyền lực bình thường, động cơ bị cháy hoặc hỏng, hoặc lỏng puli dây đai.
Giải pháp : Tiến hành bảo dưỡng hiệu quả cho động cơ và buộc chặt puli.
Bảo trì lỗi của máy nghiền hàm
18. SỰ RUNG CHUYỂN CỦA MẢNG RĂNG BỊ VỠ KÈM THEO ÂM THANH VA CHẠM KIM LOẠI
Nguyên nhân: Mâm răng bị gãy, bu lông cố định bị lỏng hoặc gãy.
Giải pháp : Sửa chữa đĩa bánh răng bị hỏng, siết chặt các bu lông cố định hoặc thay thế các bu lông bị hỏng.
19. ÂM THANH TÁC ĐỘNG ĐƯỢC TẠO RA BỞI THIẾT BỊ THANH KẾT NỐI
Nguyên nhân : Ống lót trục lệch tâm bị mòn.
Giải pháp : Sửa lại hoặc thay thế ống lót.
20. ĐẦU RA KHÔNG THỂ ĐÁP ỨNG NHU CẦU
Lý do :
Độ cứng hoặc độ dai của vật liệu vượt quá phạm vi nghiền tối ưu của máy;
Đường dây nguồn của động cơ đấu nối sai dẫn đến hàm chuyển động quay ngược lại và đấu nối sai tam giác của nguồn điện động cơ;
Kích thước cửa ra của hàm gãy thấp hơn thông số kỹ thuật;
Sai vị trí tương đối của rãnh răng của hàm di chuyển và hàm cố định;
Điện áp quá thấp;
Khe hở giữa hàm di động và hàm cố định quá lớn làm cho vòng ngoài của ổ trục quay.
Giải pháp :
Thay thế bằng một máy nghiền mới của mô hình thích hợp;
Điều chỉnh hệ thống dây điện;
Điều chỉnh kích thước của cửa xả hoặc thêm độ mịn theo hướng dẫn
Thay đĩa hàm, điều chỉnh vị trí của hàm cố định và hàm di chuyển, điều chỉnh vị trí khớp cắn của khe răng, đặt dịch chuyển;
Điều chỉnh điện áp trong nhà máy;
Thay bằng bạc đạn mới và hàm di chuyển mới.
21. MÁY NGHIỀN ĐỘT NGỘT DỪNG LẠI
Nguyên nhân:
Buồng nghiền và cửa xả bị vật liệu chặn lại;
Dây đai chữ V bị lỏng hoặc trượt và động cơ không thể dẫn động puli;
Ống lót của trục lệch tâm bị lỏng và trục lệch tâm bị kẹt;
Điện áp quá thấp và công suất động cơ không đủ;
Vòng bi của máy nghiền hàm bị hư hỏng.
Giải pháp :
Sau khi tắt máy, loại bỏ tắc nghẽn trong cửa xả và khoang để làm cho cổng xả không bị chặn
Siết đai V của động cơ máy nghiền hoặc thay thế bằng đai mới
Sau khi tháo rời, lắp đặt lại hoặc thay thế ống lót theo hướng dẫn
Liên hệ với văn phòng cung cấp điện hoặc kiểm tra máy biến áp để làm cho điện áp đạt giá trị bình thường
Thay vòng bi bằng một cái mới
22. MÁY NGHIỀN HOẠT ĐỘNG BÌNH THƯỜNG MÀ KHÔNG CẦN NGHIỀN
Lý do : Thanh xuân đứt đoạn;
Cần kéo bị hỏng;
Tấm khuỷu bị rơi ra, bị hỏng hoặc bị gãy.
Giải pháp : Thay lò xo bằng một cái mới;
Thay thanh kéo mới;
Lắp đặt và thay thế tấm khuỷu mới.
23. GÃY XƯƠNG HÀM DI ĐỘNG.
Lý do :
Vấn đề chất lượng của tấm hàm di động;
Khi đĩa khuỷu và đệm khuỷu đã qua sử dụng không đủ tiêu chuẩn, đĩa khuỷu không được bảo vệ do tự vỡ khi máy nghiền đang nghiền;
Tấm hàm di động bị dịch chuyển và một phần va chạm với tấm bảo vệ.
Lò xo thanh kéo bị hỏng và không được thay thế kịp thời.
Kích thước của cửa xả thấp hơn phạm vi tối thiểu quy định.
Vị trí của đầu vào bị sai, bị lệch về một đầu và góc phôi quá xiên, dẫn đến vật liệu va chạm trực tiếp vào đầu của hàm di chuyển.
Giải pháp :
Thay tấm hàm di động.
Thay thế tấm khuỷu tay và tấm đệm khuỷu tay ban đầu của nhà sản xuất máy nghiền.
Lắp đúng trục lệch tâm, ổ trục, cố định ống lót và gá di chuyển theo các bước trong sách hướng dẫn, thay thế kịp thời các bộ phận hư hỏng.
Thay thế lò xo thanh kéo bằng một cái mới.
Thêm phễu cấp liệu để đảm bảo cấp liệu ổn định và đồng đều.
Trên đây là một vài thông tin, hi vọng có thể giúp ích được bạn, nếu Bạn có thắc mắc gì liên hệ với Tuấn Phát để được tư vấn, giải đáp rõ hơn. Cảm ơn quý đọc giã đã theo dõi bài viết!!!!
» Công ty TNHH Cơ Khí Tuấn Phát chuyên tư vấn, thiết kế, đóng mới dây chuyền máy tuyển quặng, dây chuyền máy nghiền sàng đá, dây chuyền máy nghiền than, dây chuyền máy nghiền cát nhân tạo…. và cung cấp các dây chuyền máy nghiền cũ qua sử dụng như dây chuyền máy nghiền đá 75 tấn, 150 tấn, 200 tấn, 250 tấn…
- Cung cấp các loại máy móc, vật tư đảm bảo chất lượng liên quan trong nghành khai khoáng, khai thác mỏ như: máy nghiền côn, máy nghiền hàm,hệ thống băng tải, con lăn, băng tải cao su,nhông, sên, xích, tải, lưới sàng, cần khoan, mũi khoan đá…
LIÊN HỆ VỚI TUẤN PHÁT ĐỂ ĐƯỢC TƯ VẤN VÀ PHỤC VỤ!!!
THÔNG TIN LIÊN HỆ:
- Công ty TNHH Thương Mại Dịch Vụ Cơ Khí Tuấn Phát.
- Địa chỉ: 25/4B Quốc Lộ 1K, KP. Tân An, P. Tân Đông Hiệp, Dĩ An, Bình Dương.
- Hotline: 0989 942 972 - 0973 905 492.
BÀI VIẾT LIÊN QUAN:
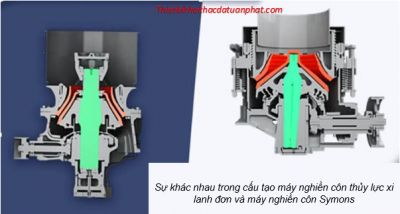
> Cấu tạo và nguyên tắc hoạt động của máy nghiền côn.
> Cấu tạo và nguyền tắc hoạt động Sàng rung cát
> 11 lỗi thường gặp của máy rứa cát và cách khắc phục
> Dây chuyền Máy sàng cát sỏi.
> Những loại đá nào có thể sản xuất ra cát, quy trình sản xuất cát nhân tạo như thế nào?
